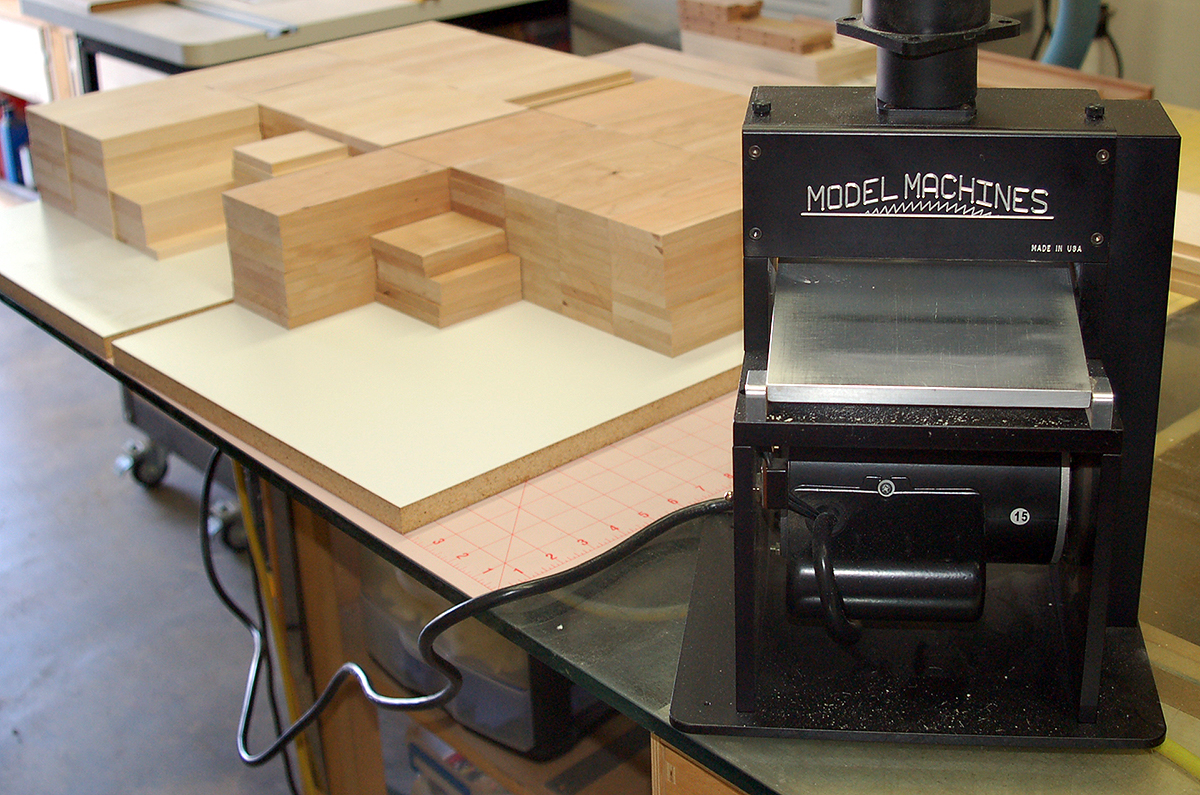
I begin with boards from the sawyer that are generally 4" to 12" wide and
up to 6' long. I ask them to be planed to 7/16" thick so I can do the
final thicknessing because I've found that tolerances from wood mills are
all over the place. The thickness I actually need is 3/8" but if I ask
for that then I'll get wood from 5/16" to 1/2" thick. Anything too
thin obviously can't be used to make these.
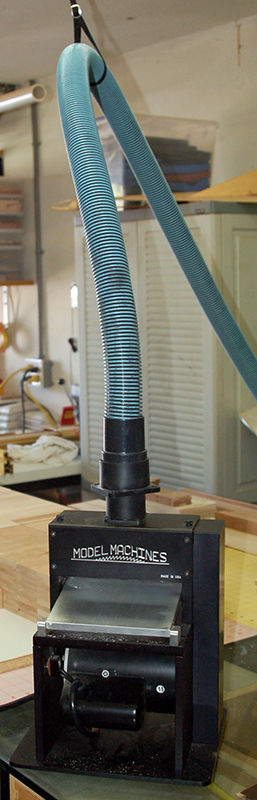
Eventually I'll have no choice but to invest in some real tools - a jointer,
planer and thickness sander. I have the tools I need for the volumes
I'm working with now.